- Главная

- Каталог
- Устройства для размагничивания и компенсации магнитного поля
- Комплект для размагничивания аура-7001-3

760-860 760-960 mail@tt-24.ru tt-24.ru
Комплект для размагничивания аура-7001-3




Данный аппарат предназначен для автоматического размагничивания ремонтируемого участка трубопровода. В результате полного исключения эффекта "магнитного дутья" обеспечиваются условия для бездефектного качества сварки, сокращается продолжительность ремонтных работ.
Коплектация:
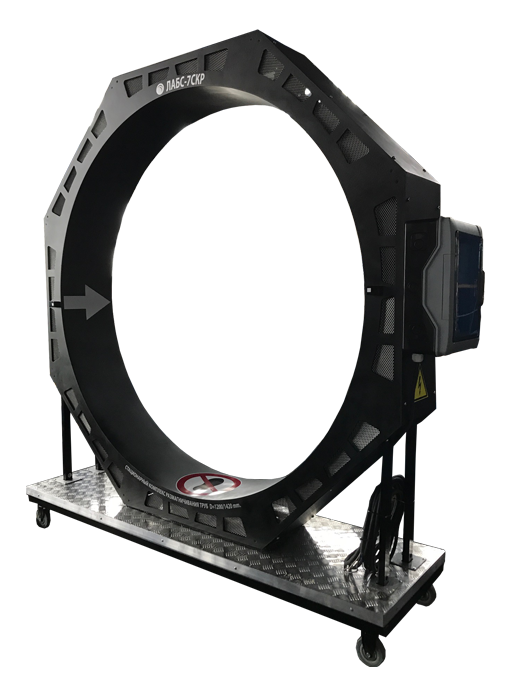
- Аппарат универсальный размагничивающий автоматизированныйАппарат АУРА-7001-3;
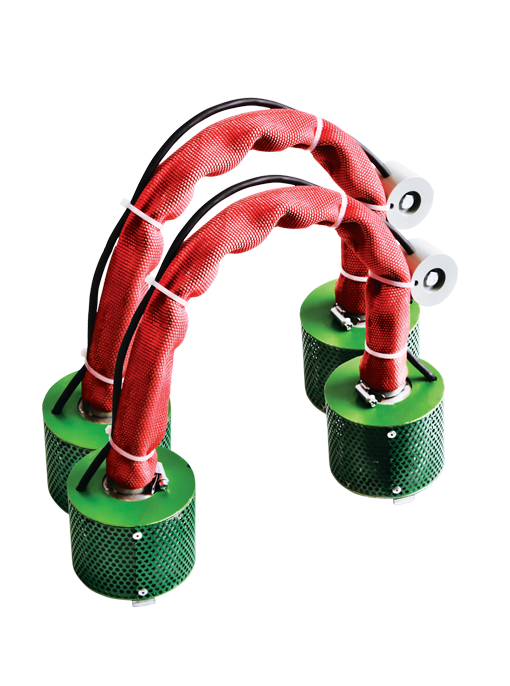
- Размагничивающие обмотки;
- Переходная коробка;
- Подводящие кабели;
- Пульт дистанционного управления;
- Кабель пульта дистанционного управления;
- Электронный индикатор остаточного магнитного поля;
- Датчик магнитного поля;
- Шнур подключения датчика магнитного поля.
Преимущества:
- Перемещается вручную;
- Дублирование функций управления;
- Наличие пульта дистанционного управления;
- Размагничивание осуществляется на открытых торцах трубопровода до монтажа ремонтной катушки и производства сварочных работ;
- Независимость работы сварщиков от процесса размагничивания;
- Размагничивание происходит параллельно с подготовкой ремонтной катушки;
- Возможность качественной одновременной сварки двух стыков;
- Процесс размагничивания одного стыка не влияет на уровень намагниченности другого;
- Возможность автоматической работы по замкнутому циклу (без вмешательства оператора в процесс размагничивания до достижения необходимого результата);
- Наличие системы самодиагностики и защиты в процессе работы.
Технические характеристики:
|
Методы размагничивания |
Импульсный, компенсационный |
|
Диаметр размагничиваемых труб, мм |
до 1400 включительно |
|
Диапазон размагничиваемых полей, мТл |
2…250 |
|
Величина индицируемого магнитного поля, мТл |
± 0…250 |
|
Поля после размагничивания, мТл |
0,5…2 |
|
Длительность процесса размагничивания |
менее 1,5 мин на один цикл |
|
Напряжение сети, В |
380 ± 10% |
|
Потребляемая мощность, кВт |
10...20 |
|
Работоспособность при температуре |
от - 45°С до +35°С |
|
Работоспособность при относительной влажности |
До 90% |
|
Вес установки, кг |
42 |
|
Вес обмоток, кг |
10 х 8 секций |
|
Габариты установки, мм |
560х490х260 |
|
Габариты размагничивающих обмоток |
4500х650х50 |
Дополнительная информация:
Технология применения универсального размагничивающего автоматизированного аппарата АУРА-7001-3:

Рис. 1. Трубопровод (1) с изъятой дефектной катушкой до производства сварочных работ.

Рис. 2. На один из открытых торцов трубопровода (1) накидываются разъемные секционированные размагничивающие обмотки (2).

Рис. 3. На торце трубопровода (1) устанавливается съемный датчик (3).
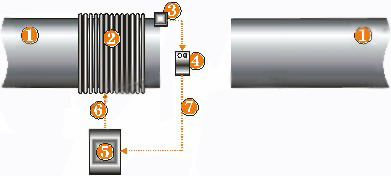
Рис. 4. Секционированные обмотки (2) и датчик (3) через пульт дистанционного управления (4) с помощью
переходных разъемных кабелей (6, 7) соединяются с АУРА-7001-3 (5),
который может находится вне зоны ремонта. Общее время монтажа – менее 7 мин.
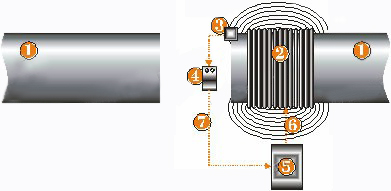
Рис. 5. На пульте дистанционного управления (4) нажимается кнопка «Пуск» и начинается процесс размагничивания
торца трубопровода. Окончание процесса размагничивания (через 1 – 1,5 мин) индицируется на пульте дистанционного управления (4).
Рис. 6. Секционированные обмотки (2), датчик (3) демонтируются с размагниченного торца трубопровода (1)
и в том же порядке устанавливаются на другой торец. Автоматический процесс размагничивания повторяется.
Автоматический процесс размагничивания обоих торцов трубопровода завершен.

Рис. 7. Комплект средств размагничивания демонтируется и удаляется из ремонтной зоны.
В результате этих действий – оба торца трубопровода (1) размагничены,
что позволяет осуществлять качественную сварку ремонтной катушки (8) с трубопроводом (1).













{kind=link}
{kind=link}
{kind=link}