- Главная

- Каталог
- Оборудование для обработки труб
- Центраторы
- Центраторы внутренние
- Внутренние гидравлические центраторы ЦВГ

760-860 760-960 mail@tt-24.ru tt-24.ru
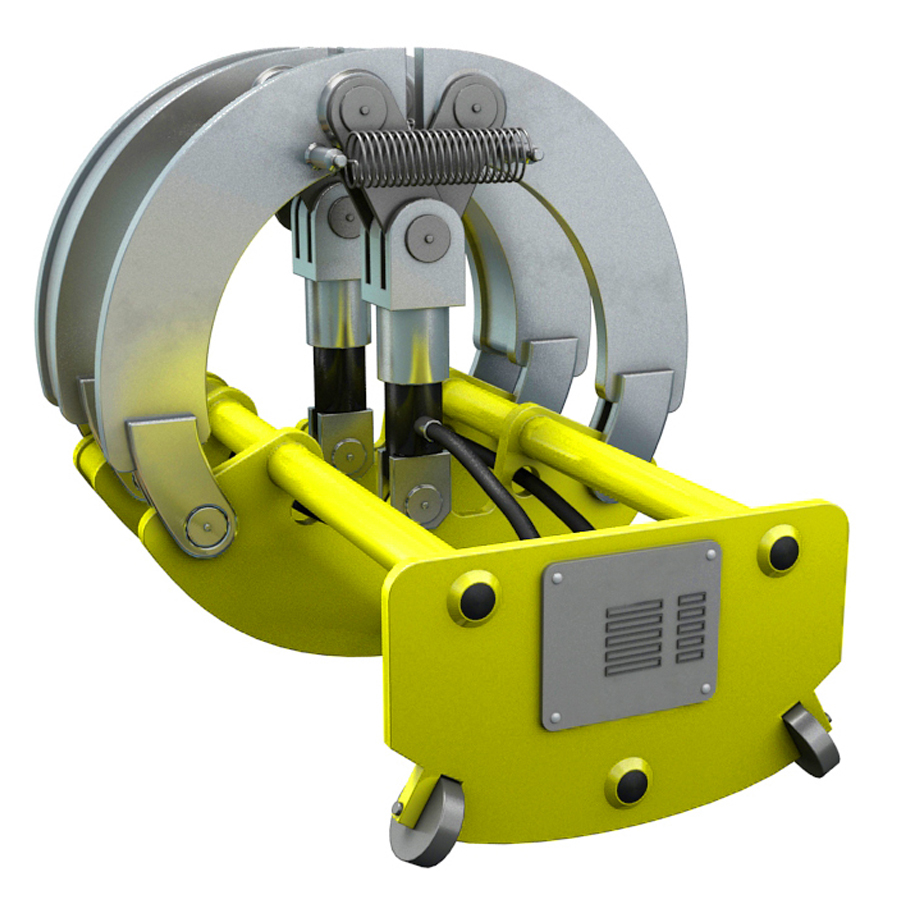
Внутренние гидравлические центраторы ЦВГ
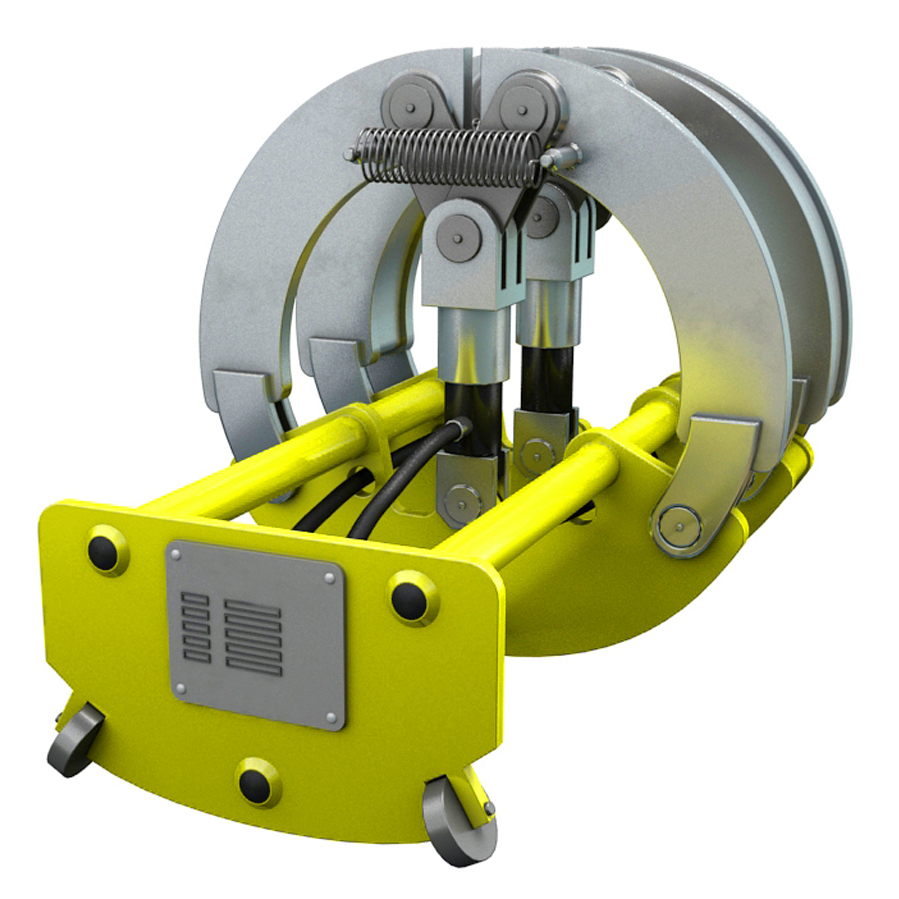




Внутренние гидравлические центраторы ЦВГ предназначены для центровки труб диаметром от 325 до 1420 мм перед сваркой. Преимущество их по сравнению с наружными центраторами заключается в том, что стык, оставаясь полностью открытым, позволяет вести сварку непрерывно и использовать сварочные автоматы.
Внутренние центраторы рассчитаны на работу с трубами определенных диаметров, каждому диаметру трубы соответствует своя модель центрирующего устройства.
Центраторы данного вида могут быть оснащены ручным насосом или электронасосом, располагаемым на тележке.
Возможно изготовить и укомплектовать дополнительным оборудованием внутренний центратор гидравлического типа под конкретный диаметр трубы.
Комплектация:
- Центратор в сборе;
- Гидравлический привод;
- ЗИП;
- Паспорт;
- Инструкция по эксрлуатации;
- Гарантийный лист;
Преимущества:
- Заводское качество сборки;
- Простота в эксплуатации;
- Выполнена из высокопрочной толстостенной стали СТ09Г2С;
- Автоматическое центрирование диаметров;
- Усиленное защитное покрытие;
- Открытый доступ для сварки;
- Возможность раотать от -40 до + 90 °С;

Технические характеристики:
|
Наименование |
Диаметр труб |
|
ЦВГ-430 |
430 mm |
|
ЦВГ-530 |
530 mm |
|
ЦВГ-630 |
630 mm |
|
ЦВГ-720 |
720 mm |
|
ЦВГ-820 |
820 mm |
|
ЦВГ-1020 |
1020 mm |
|
ЦВГ-1067 |
1067 mm |
|
ЦВГ-1220 |
1220 mm |
|
ЦВГ-1420 |
1420 mm |
Для каждого внутреннего диаметра трубы предназначена определенная модель внутреннего гидравлического центратора, который возможно укомплектовать дополнительными центрирующими дугами под другой внутренний диаметр.
В зависимости от диаметра трубы и пожеланий заказчика данные центраторы могут быть изготовлены с ручным либо электрическим насосом, который располагается на ходовой тележке.
По предварительной заявке мы можем изготовить внутренний гидравлический центратор под необходимую Вам трубу и укомплектовать дополнительным оборудованием.
Цвет оборудования может отличаться от изображенного на сайте. Согласно ПБ-10-382-00, Изготовитель может окрасить продукцию в красный, желтый или оранжевый цвета на свое усмотрение. Иное оговаривается индивидуально.
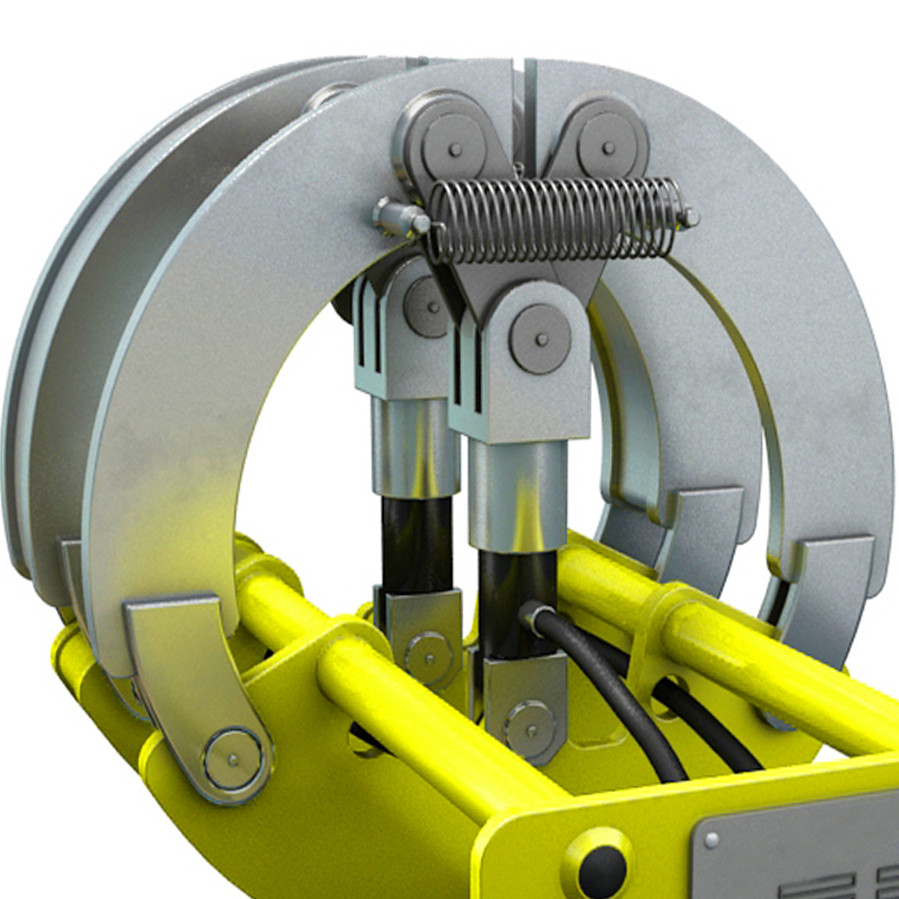
Внутренние центраторы (ЦВГ) гидравлического типа предназначены для центрирования торцевых окончаний секций, отдельных труб диаметром 325 — 1420 мм при сборке неповоротных стыков.
Особенностью внутренних центраторов является то, что они могут исправлять эллипсность торцов труб, придавая торцам форму окружности и обеспечивая стыкам точную сборку.
Большим преимуществом внутренних центраторов является тот факт, что стык остается открытым и доступным для сварочных работ. Корневой шов можно вести без прихваток, непрерывно, возможно применение автоматической орбитальной сварочной системы.
Дополнительная информация:
Процесс центровки происходит в два этапа. Первая операция — центрирующее приспособление помещается внутрь трубы уже проложенного трубопровода, двигается к торцу, фиксируется с помощью зажимного кольца. Наращиваемая труба укладывается встык с проложенной, надвигаясь на центратор. После установки требуемого зазора выполняется следующий этап — центрирование. В гидравлический системе центратора наращивается давление. При достижении 50 бар срабатывает клапан. Открывается цилиндр центрирующего кольца, давление которого 630 бар. После завершения сварочного процесса центрирующее устройство извлекается из трубопровода.
1-ый шаг:
Внутренний центратор двигается в конец уже положенной нити трубопровода и фиксируется при помощи первого зажимного кольца. Эта секция оснащена гидравлическим цилиндром с давлением 50 бар, который развивает достаточное усилие, что бы зафиксировать центратор. Далее следующая труба надвигается на центратор встык с трубой. Необходимый воздушный зазор выдерживается при помощи калибра.
2-ой шаг:
Далее следует операция центрирования. Для этого наращивается давление. Как только в системе достигается давление 50 бар, через клапан открывается цилиндр центрирующего кольца. Максимальное давление центрирующего кольца 630 бар, которого достаточно для надежной центровки труб.
После сварки труб центратор раскрепляется и при помощи штанг вытягивается из трубы до конца саваренного трубопровода.
В зависимости от диаметра трубы и пожеланий заказчика данные центраторы могут быть изготовлены с ручным либо электрическим насосом, который располагается на ходовой тележке.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}