- Главная

- Каталог
- Оборудование для обработки труб
- Подогреватели стыков труб
- Установка индукционного нагрева труб УНИТ-30-4,0-О

760-860 760-960 mail@tt-24.ru tt-24.ru
Установка индукционного нагрева труб УНИТ-30-4,0-О




Индукционные нагревательные установки используются для: предварительного бесконтактного прогрева стыков труб до 300–3500°С, что улучшает качество последующей сварки; в процессе прессования для нагрева стальных заготовок; для закалки поверхности стальных деталей; при эксплуатации трубопроводов – отпуск сварных соединений, нагрев поверхности труб для нанесения изоляции и так далее.
Нагрев в индукционных установках происходит за счет создания вихревых электромагнитных потоков возбуждающих молекулы в толще изделия из металла и приводящих к нагреву места воздействия индуктора. Примечательно, что сам индуктор при работе не нагревается. Прогрев стыков происходит изнутри металла, что делает установки максимально безопасными при эксплуатации.
Программный регулятор температуры позволяет производить нагрев по заданному режиму термообработки (заданной Заказчиком скоростью нагрева, временем выдержки и скоростью охлаждения).

Архив температурных программ до 20 шт. Регулирование температуры производится по термопаре.Программный регулятор температуры позволяет производить нагрев по заданному режиму термообработки (заданной Заказчиком скоростью нагрева, временем выдержки и скоростью охлаждения). Архив температурных программ до 20 шт. Регулирование температуры производится по термопаре.
При необходимости существует возможность работы в ручном режиме.
Контроллер запоминающего устройства содержит разъем для сохранения архива регулятора температуры. Архив сохраненных значений можно переписать на внешнее запоминающее и печатающее устройство.
Комплектация:
Базовый комплект УИНТ-30-4,0
- Источник питания с воздушным охлаждением УИН-30, (выходной кабель 20м, входной кабель 6м) мощность 35 кВт, частота 4,0 кГц 1 шт.;
- ПДУ с кабелем 20 м 1 шт.;
- Провод для индуктора 3 комплекта;
- Прибор двухканальный для измерения и регистрации температуры с выходом на электронный носитель (встроен в источник питания) 1 шт;
- Термопара 2 шт;
- Провод компенсационный 2 шт. х 20м;
- Руководство по эксплуатации 1 шт;
В состав нагревательных установок входит комплект следующего оборудования:
Источник питания, блон компенсирующих кнденсаторов (встроен в источник), индуктор-пояс, охладитель индуктора, пульт дистанционного управления, пирометр, входной и выходной кабели.
К достоинствам индукционных нагревательных установок можно отнести: возможность вести нагрев при низкой или средней частоте тока; плавная регулировка установленных режимов термообработки и поддержка заданных параметров в автоматическом режиме; наличие самопишущего прибора, который измеряет и регистрирует температуру прогрева стыков трубы или обрабатываемой части заготовки; возможность совмещать с различным дополнительным оборудованием; установка полностью укомплектована кабелями (входными и выходными), индукторными проводами и блоком конденсаторов для компенсации.
Преимущества:
- Заводское качество сборки;
- Простота в эксплуатации;
- Выполнена из высокопрочной толстостенной стали ;
- Возможность раотать от -60 до + 70 °С;
- Дешевле аналогов иностранного производства.
Технические характеристики:
|
Технические характеристики |
|
|
Мощность (3 фазы 380В) |
35 кВт |
|
Температура нагрева |
до 800°С |
|
Диаметры нагреваемых труб |
50-350 мм (до 500 при тщательном утеплении) |
|
Габаритные размеры |
910х552х592 мм |
|
Вес |
130 кг |
Дополнительная информация:
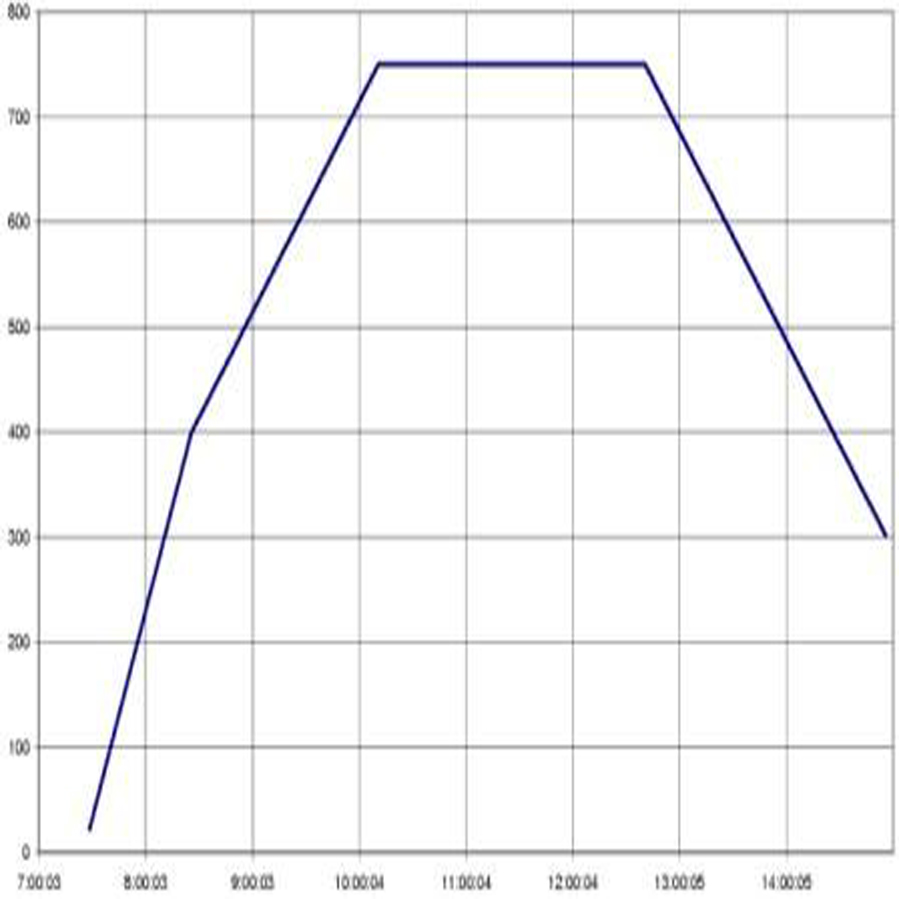
График процесса термообработки содержит (в качестве примера) начальный участок быстрого нагрева до температуры 300-400°С со скоростью 400°С в час, участок нагрева до температуры 560-800°С с заданной Заказчиком скоростью, участок выдержки и участок охлаждения до температуры 300°С со скоростью 200°С
Установка в базовой комплектации позволяет выполнять качественную термообработку сварных швов трубопроводов и подогрев сварных стыков перед сваркой.
По требованию заказчика установки могут быть доукомплектованы теплоизоляционными материалами, дополнительными индукторами, приборами для измерения и регистрации температуры и т.д.







{kind=link}
{kind=link}
{kind=link}