- Главная

- Каталог
- Оборудование для обработки труб
- Центраторы
- Центраторы наружные
- Центратор наружный типа УЦТ

760-860 760-960 mail@tt-24.ru tt-24.ru
Центратор наружный типа УЦТ






В настоящиее время организации, специализирующиеся на ремонте нефтегазового хозяйства, все чаще применяют трубопроводы с заводской гидроизоляцией. Применяя комплект полностью готовых к сборке частей трубопровода монтажникам остается произвести на трассе лишь сварку и изоляцию стыков труб. При установке новой трубы часто возникают проблемы со стыковкой из-за эллипсности поперечного сечения.
Решить такую задачу без применения механизмов достаточно сложно.
Мы предлагаем подрядным организациям готовое решение этой проблемы - наружные центраторы типа УЦТ.

УЦТ (устройство центровки труб с исправлением эллипсности) предназначено:
• для сборки под сварку двух сваренных и изолированных участков
трубопроводов в единую нитку (соединение захлестов) при строительстве
трубопровода;
• для сборки, при ремонте трубопровода, под сварку ввариваемой трубы (катушки)
в действующий трубопровод вместо ранее вырезанной, вышедшей из строя.
УЦТ устанавливается посредством автокрана или трубоукладчика на одну из свариваемых плетей трубопровода и перемещается на прорезиненныx колесах к месту стыка (сварки). В отличии от наружных центраторов сторонних фирм, которые обеспечивают лишь стыковку торцев труб, это устройство осуществляет исправление эллипсности. Также одним из важных достоинств является возможность свободно "катать" устройство не нарушая гидроизоляции.
Мы имеем возможность поставки установки, предназначенной для центровки и исправления эллипсности кромок свариваемых труб диаметром: 820, 1020, 1120, 1420мм.Мы имеем возможность поставки установки, предназначенной для центровки и исправления эллипсности кромок свариваемых труб диаметром: 820, 1020, 1120, 1420мм.Центраторы применяется при строительстве трубопроводов и для вваривания катушек в действующий трубопровод при его ремонте.По желанию заказчика возможна автоматизация УЦТ.
Комплектация:
- Центратор УТЦ в сборе;
- Регулировочные стопорные винты;
- Паспорт;
- Инструкция по эксрлуатации;
- Гарантийный талон;
Преимущества:
- Заводское качество сборки;
- Простота в эксплуатации;
- Возможность работать дополнительного выравнивания;
- Возможность исправления элепсности;
- Возможность перемещения по трубе;
- Выполнен из высокопрочной стали с антикоррозионным покрытием;
- Идиально подогнанные дитали конструкции;
- Усиленные прижимные винты;
- Возможность раотать от -40 до + 70 °С;
- Длительный срок службы;
Технические характеристики:
|
Тип центратора |
УЦТ 82 |
УЦТ 102 |
УЦТ 112 |
УЦТ 142 |
|
Диаметр трубы, мм |
820 |
1020 |
1120 |
1420 |
|
Вес, кг |
800 |
950 |
1100 |
1350 |
|
Толщина стенки, мм |
12-22 |
|||
|
Максимальная эллипсность,мм |
30 |
|||
|
Механическая характеристика материала труб: |
предел текучести, Н/мм2 (кг/мм2) до 370(37) предел прочности, Н/мм2 (кг/мм2) до 520(52) |
|||
|
Усилие деформации, развиваемое одним нажимным винтом при силе, прикладываемой к ключу, 30 кг: |
на плече 350 мм – 4000 кг. на плече 600 мм - 7000 кг. |
|||
Дополнительная информация:
Описание конструкции и принцип работы УЦТ
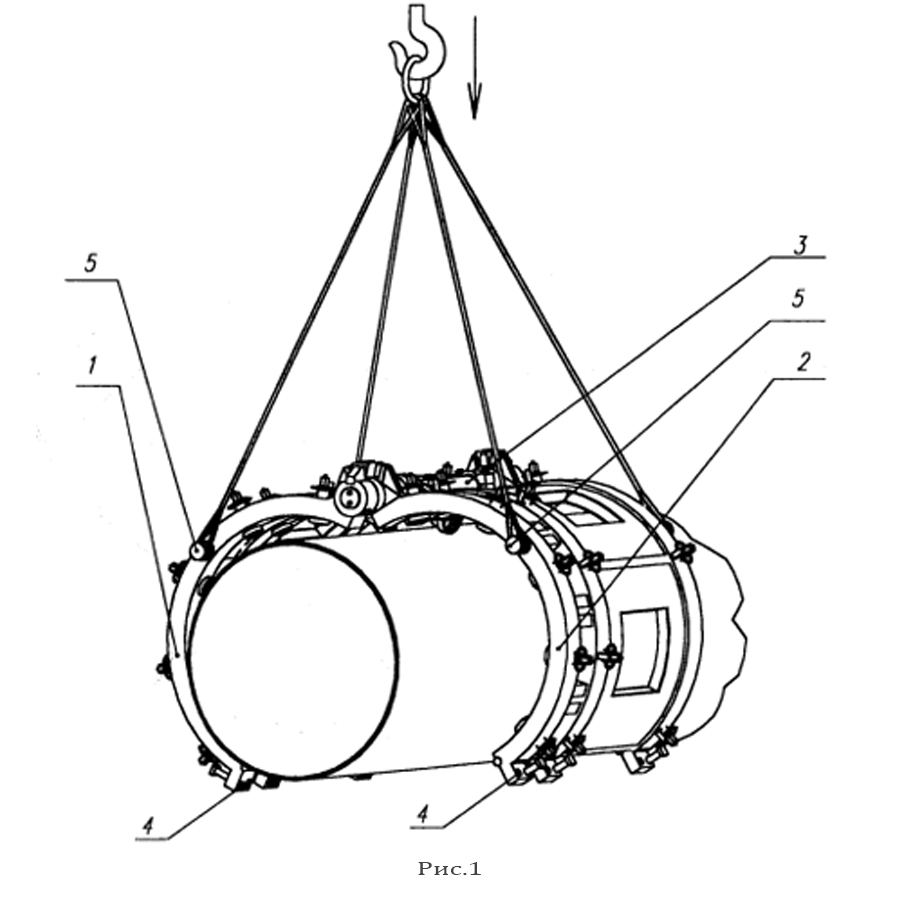
Устройство центровки труб состоит из двух корпусов полукруглой формы, поз.1 и 2 на рис.1.На корпусах, с одной стороны, находятся проушины, за которые они подвешены к общей оси, поз.3, с другой стороны фланцы, поз.4.Если подвесить устройство на стропах за четыре цапфы, поз.5, то оно раскроется, как показано на рис.1.

Рис.1
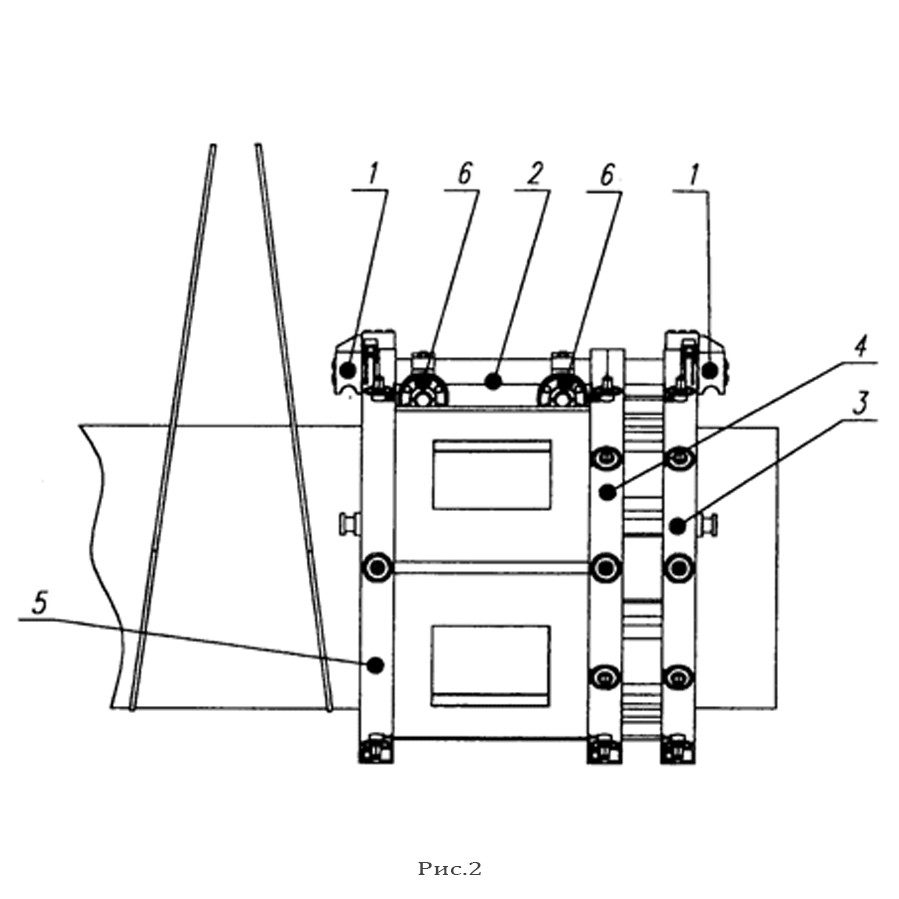
Если же подвесить устройство на стропах за два крюка, поз.1, на рис.2, жестко связанных с осью, поз.2, то оба корпуса повернутся под действием собственного веса вокруг этой оси до соприкосновения фланцами.При этом отверстия под болты одного фланца будут располагаться строго против соответствующих отверстий другого фланца.Два корпуса, стянутые болтами по фланцам, образуют замкнутую «О» образную раму, рис.2.Эта рама имеет три пояса, поз.3, 4, 5, соединенные между собой продольными связями.На каждом поясе установлены нажимные винты: на поясах, поз.3 и 4, по двенадцать нажимных винтов, на вспомогательном поясе, поз.5, - восемь.
Нажимные винты снабжены измерительными дисками, которые указывают координату опорной пяты в радиальном направлении.Когда диски оказываются против отметки «О», на указателях хода винта, то это означает, что опорные пяты винтов располагаются по окружности правильной формы диаметром 1420 мм, с точностью -1.0 мм.
Между поясами устройства, поз.4 и 5, на общей оси установлены две пары колес, поз.6.Колеса предназначены для посадки устройства в раскрытом виде на изолированную трубу и его перемещения по трубе, поэтому обода имеют массивные резиновые шины.

Рис.2
С помощью устройства подготовка кромок под сварку и сама сварка двух плетей трубопровода выполняются в следующей последовательности:
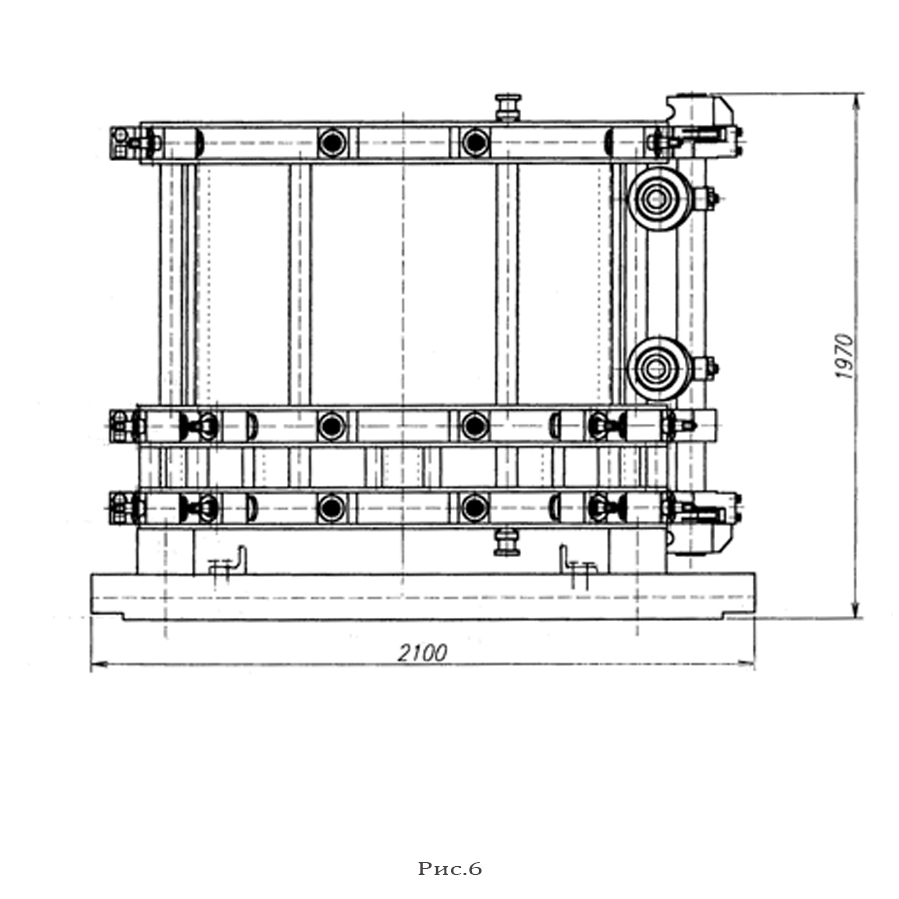
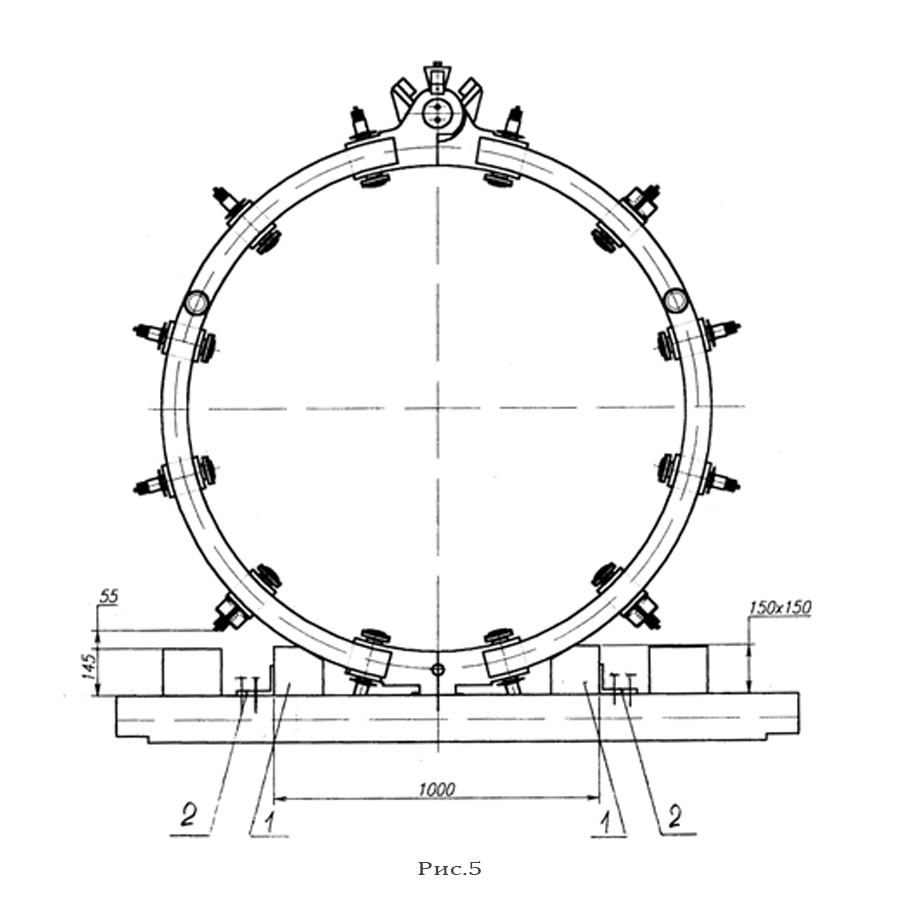
а) Устройство снимают с деревянной рамы, на которой оно было доставлено к месту проведения работ (рис.5), кантуют на 90° и ставят на брусья (брусья располагают на раме) (рис.6).
б) Откручивают гайки болтов, соединяющих два корпуса устройства в замкнутую раму.
в) Выкручивают наружу до упора нажимные винты на всех трех поясах.
г) Автокраном или трубоукладчиком за троса, петли которых накинуты на цапфы, поднимают устройство вверх, при этом оно раскрывается, как показано на рис.1.
д) Устройство в раскрытом виде переносят и "сажают" колесами на одну из свариваемых плетей трубопровода вблизи будущего стыка.
е) Крюк грузоподъемного средства медленно опускают вниз. Когда произошла стыковка фланцев корпусов, фланцы стягивают болтами. Грузоподъемное средство освобождается.
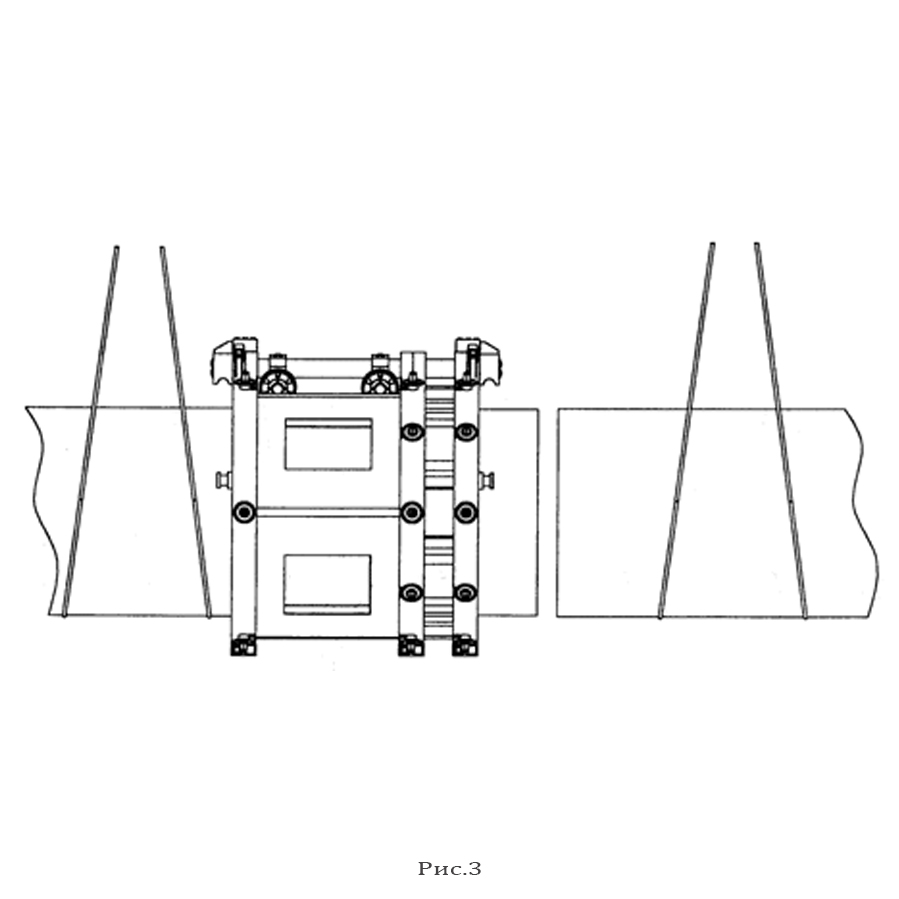
ж) Свариваемые плети трубопровода вывешивают на стропах трубоукладчиков или выставляют на подставках, как показано на рис.3.
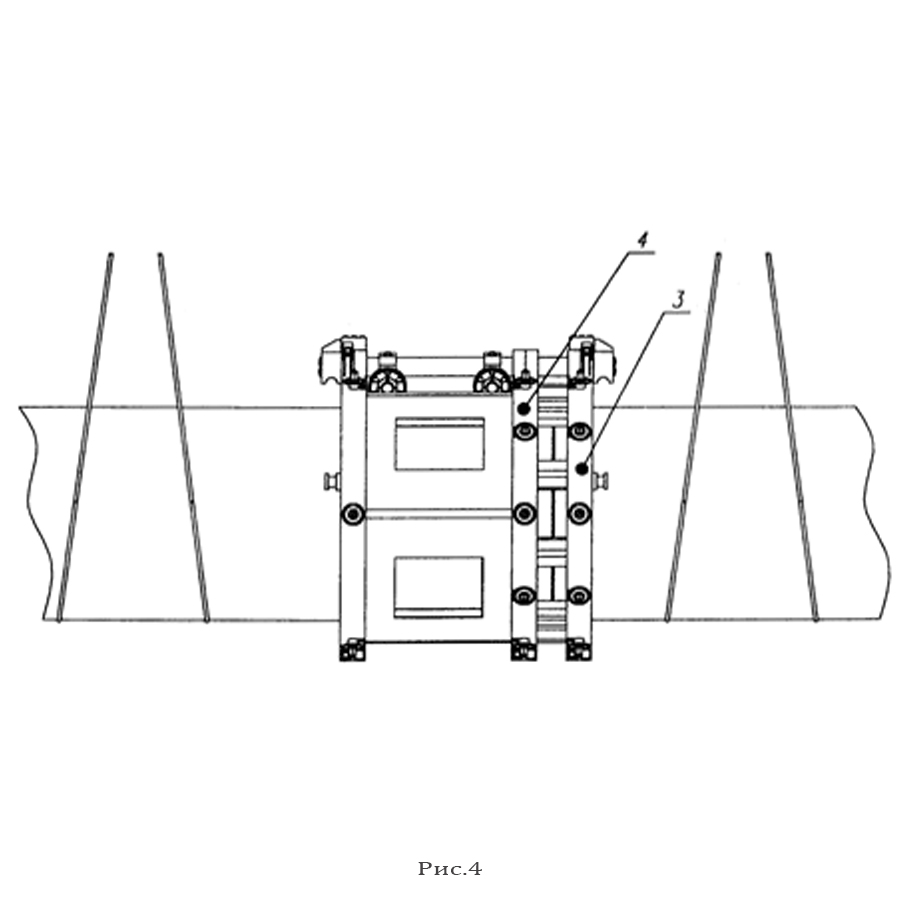
и) Устройство в закрытом виде вручную перемещают в сторону второй плети до тех пор, пока будущий стык не окажется посередине между третьим и четвертым поясами, как показано на рис.4. Затем верхними нажимными винтами, всех трех поясов, поднимают устройство над трубой до образования зазора, в 12...18мм, между колесами и ее верхней образующей.
к) Подгонка кромок под сварку осуществляют путем исправления эллипсности концов обоих труб. Для этого на каждом из поясов, поз.3 и 4 на рис.4, двигаясь несколько раз по кругу от одного к другому, постепенно подкручивают винты до тех пор, пока измерительный диск не достигнет отметки «О».
л) Затем через окна, между связями поясов, поз.3 и 4, по всему периметру стыка прихватывают сваркой смежные кромки труб. После этого выкручивают нажимные винты на всех трех поясах, при этом устройство "садится" колесами на трубу.
м) Вручную откатив устройство в сторону, окончательно проваривают за несколько проходов стык свариваемых плетей.


Рис. 3; 4


Рис.5; 6















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}